-

河北盛沧管道制造有限公司
主营:涂塑钢管,消防涂塑钢管,涂塑复合钢管 - 13832755506

河北盛沧管道制造有限公司
主营:涂塑钢管,消防涂塑钢管,涂塑复合钢管 11
11
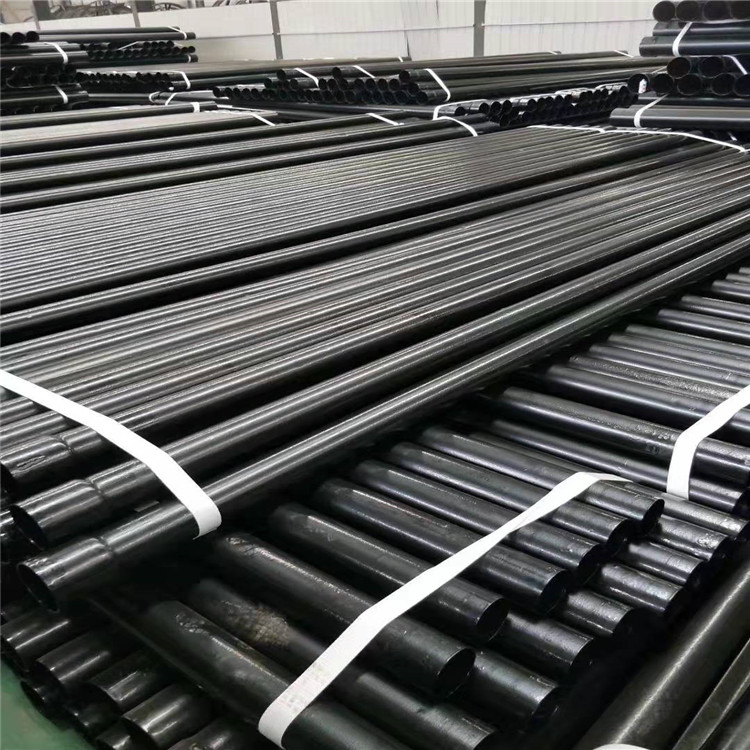
双密封焊接涂塑钢管在埋地时,由于所承载的介质重量以及实际工作状态下,在动态过程中有震动,加之土壤自身沉降因素,时间一长,传统的沟槽或法兰连接难免有渗漏的现象发生,而且不易发现。所以普通金属管道选择了直接焊接,直接焊接方式性能稳定,牢靠,但是这种方式在涂塑钢管焊接过程中导致内壁涂层的破坏,较终导致涂层达不到其耐防腐,耐磨损的效果。 钢管的端口均有破口,在钢管内喷砂外抛丸处理之后,在钢管内壁衬上宽度为5-10公分,厚度为0.8mm的不锈钢薄板,在实际焊接时,先用304或者是114不锈钢焊条或氩弧焊不锈钢焊丝打底,进行内层不锈钢对接,然后用碳钢焊条焊接外层钢管,焊接完后外面需要用修补剂进行修补,恢复外层涂层的原样。 **,一般选择的是304的不锈钢,因为其所含的重金属比较少,不易生锈,用于以水为介质的钢管。用在化工防腐上面时,我们建议使用的是316不锈钢,因为这个防腐效果较明显。(化工领域不适合用双金属焊接,应该采用法兰连接) *二,DN100以上时比较适合这种连接方式,因为根据钢管的直径,氩弧焊枪头比较容易进入管内进行焊接。如果DN100以下的,因焊接设备的限制不适宜采用双金属焊接。 *三,在钢管的实际连接过程中,可能会遇到实际需要少于6米的钢管,这时候需要将6米切割到需要的长度,这时候需要做一个配套的大概20公分左右的长度双金属接头,焊接方法与正常的焊接一样。 *四,管件方面,因为钢管不可避免要与相关的管件相连接,管件的内径不同于管材,有一定的锥度,不锈钢条不能紧贴,必须要焊接上一个20公分左右内衬不锈钢接头。